
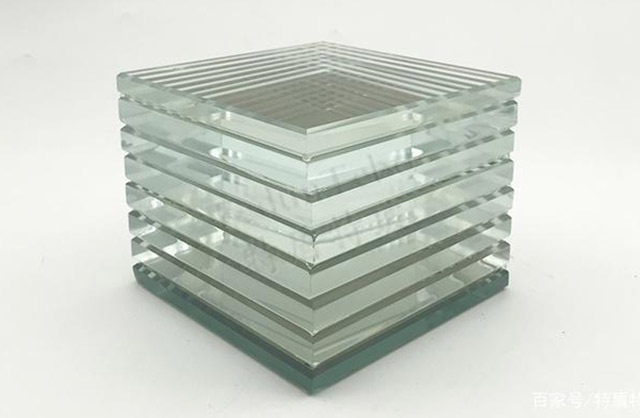
Το αντισφειρο καχρέματο, επίσης γνωστό ως μπαλιστικό καχρέματο, είναι μια είδους Παραγωγή λαμιναρισμένου γυαλιού , συνθετικό υλικό με υψηλή ασφάλεια.
Βασικές πληροφορίες
Σύνθεση: Συνήθως φτιάχνεται με την κολλώση μιας στρώσης φορτιού καχρεμάτου, μιας μεταβατικής στρώσης από πλαστικό υλικό και μιας προστατευτικής στρώσης καχρεμάτου υπό υψηλό θερμοκρασία και πίεση.
Πάχος: Γενικά εκτείνεται από 7mm έως 75mm, και μερικά ειδικά μπορούν να φτάσουν έως και 136mm.
Το εξής είναι μερικά πρότυπα για το αντισφειρο καχρέματο
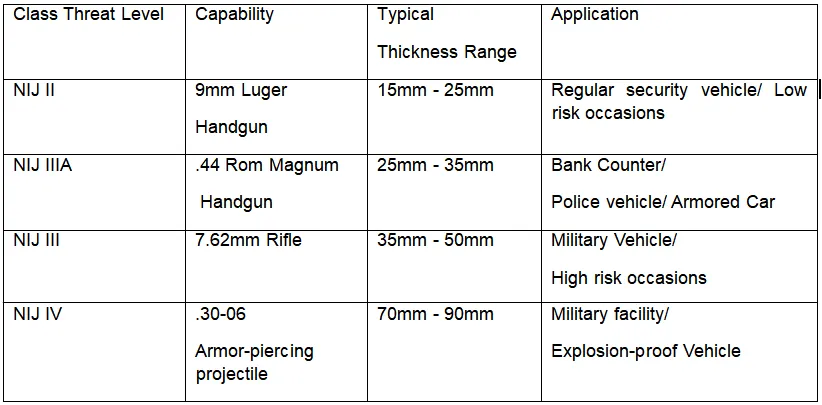
ΗΠΑ NIJ Πρότυπο
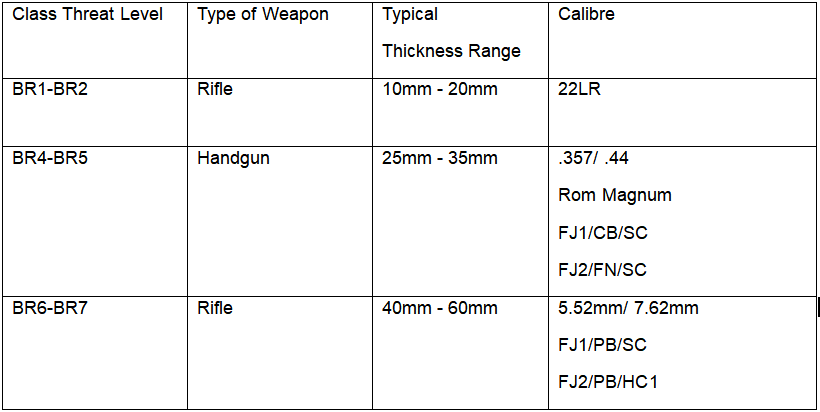
ΠΡΟΤΥΠΟ ΕΝ ΕΥΡΩΠΑΪΚΗΣ ΕΝΩΣΗΣ EN
Διεργασίες μέθοδοι:
Πώς να γίνει παραγωγή κατοπτρού αδιάβλεπτου βεργιάς; MAC σας προσφέρει τα εξής δύο Λύσεις .
1、Χρησιμοποιήστε μηχανή πιεστικής επεξεργασίας άμεσα, αυτή η μέθοδος απαιτεί υψηλή δυνατότητα τροχιάς και ευελιξία της μηχανής πιεστικής επεξεργασίας.
Η MAC σας προσφέρει την μηχανή πιεστικής επεξεργασίας που μπορεί να αντιμετωπίσει ≦ παραγωγή κατοπτρού αδιάβλεπτου βεργιάς 100mm επιπέδου (με ειδικά σχεδιασμένο σύνταγμα). Η MAC έχει πλούσια εμπειρία στην επεξεργασία κατοπτρού αδιάβλεπτου βεργιάς, παρέχει λύσεις σε πολλούς πελάτες σε όλο τον κόσμο.
Δείτε τις κάτω από αυτές τις εικόνες ως αναφορά.

RE1

RE2
2, Ένας άλλος τρόπος είναι να χρησιμοποιηθεί ο σύστημας κενού. Για να χρησιμοποιηθεί αυτή η λειτουργία, ο αυτοκλάβης πρέπει να είναι εξοπλισμένος με κενό αντλία συνδέσεις φλάμπο έξω, και σύνδεση καλωδίας κενού μέσα.
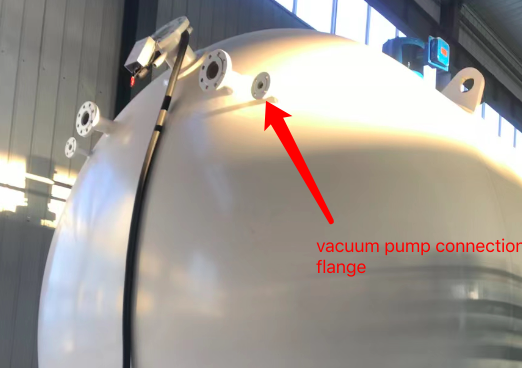
Έξω
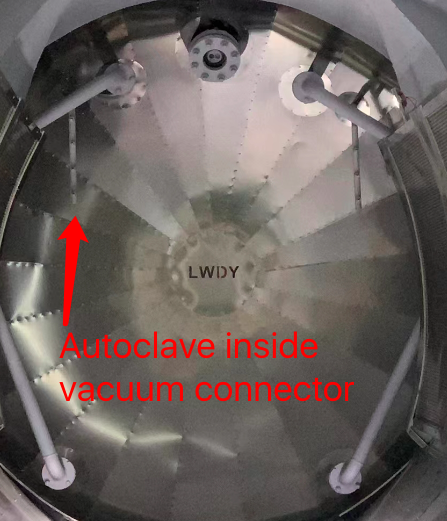
Μέσα1
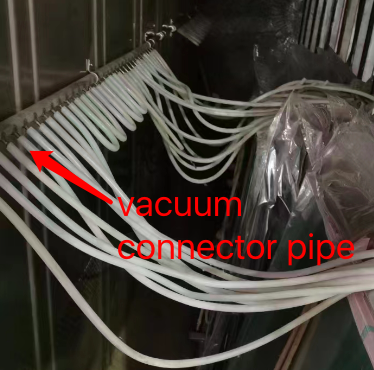
Μέσα2
Τώρα μπορούμε να ξεκινήσουμε τη διαδικασία επεξεργασίας κενού.
Κάποια πρόσθετα πρέπει να προετοιμαστούν ως εξής:
Το Κατάλογος των εξαρτημάτων:

Πρέπει να προετοιμαστούν δύο τραπέζια, ένα τραπέζι είναι για τη χειροκίνητη συνένωση των διπλών γυάλων.
Ένα άλλο τραπέζι (το τραπέζι είναι καλύτερα να είναι μαλακό για να προστατεύει τα γυαλιά) είναι για την πακέτοποιηση των γυαλιών μέσα στην ταινία κενού.
Οι βήματα της ενσωμάτωσης είναι ως εξής:
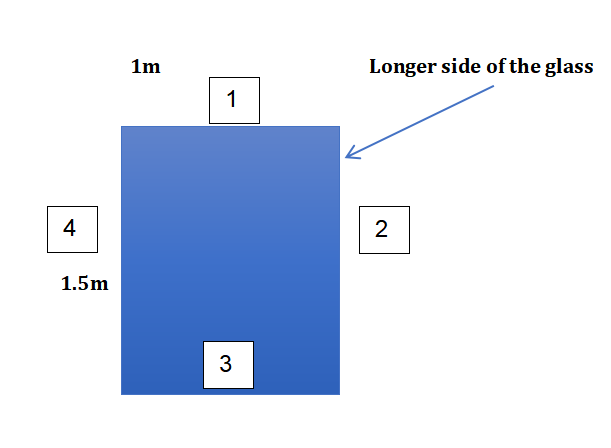
Βήμα 1, κόψτε ένα κομμάτι διαφορικού φιλμ ή κενού φιλμ, εξασφαλίστε ότι η πλάτος είναι περίπου τρεις φορές μεγαλύτερη από το πάχος του συμπλοκής γυαλιού, η μήκος είναι ίση με το μήκος του γυαλιού (πλευρά 2 ή πλευρά 4), το μεγαλύτερο μήκος του γυαλιού (αν όλες οι πλευρές έχουν το ίδιο μήκος, είναι καλύτερο να επιλεγεί η κάθετη κατεύθυνση του μπάτσου της μηχανής ανοχής για καλύτερη έξοδο ροής αέρα). Χρησιμοποιήστε λεπτό πλάστικο για να το κρατήσετε το διαφορικό φιλμ ή κενού φιλμ στην πλευρά του γυαλιού (πλευρά 2 ή πλευρά 4), μπορείτε να ενσωματώσετε την άλλη πλευρά του γυαλιού με τον ίδιο ρολόγι. Συνήθως αυτή η ενέργεια απαιτεί μόνο να κρατηθούν οι πλευρές 2 και 4 (το μεγαλύτερο μήκος του γυαλιού), αλλά μπορεί επίσης να κρατηθούν όλες οι πλευρές του γυαλιού για ποιοτικούς λόγους.

Βήμα 1
Βήμα 2, κόψτε ένα κομμάτι διαφορικού ρεβάντι, εξασφαλίστε ότι η μέγεθος είναι ίδια, επαναλάβετε το βήμα 1.
Βήμα 2
Βήμα 3, κόψτε ένα μικρό κομμάτι διαφορικού ρεβάντι, και χρησιμοποιήστε λεπτό πλάστικο για να το κρατήσετε στο γυαλί.
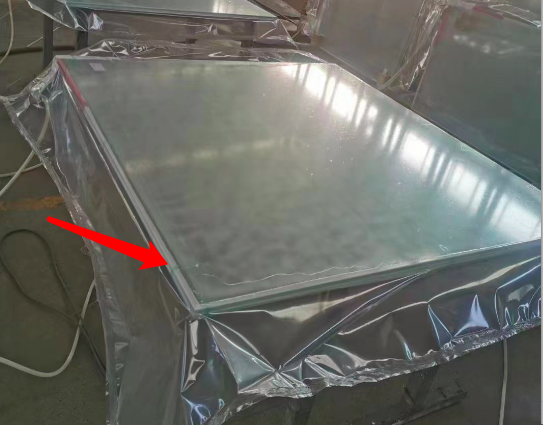
Βήμα 4, βάλτε το πολυπλοκό γυαλί στην ενδύτριχη ταινία κατάστασης κενού, εξασφαλίστε ότι η μέγεθος της ενδύτριχης ταινίας κατάστασης κενού είναι 10εμ μεγαλύτερο από το μέγεθος του γυαλιού για όλες τις πλευρές. Και μετά να φτιάξετε ένα τρύπα στην ενδύτριχη ταινία κατάστασης κενού σύμφωνα με τη θέση της διαχείρισης πόρων του βήματος 3 για να κρατήσετε τον συνδετικό κατάστασης κενού. Η ποσότητα του συνδετικού κατάστασης κενού μπορεί να επαναχειριστεί σύμφωνα με το μέγεθος του γυαλιού.

Βήμα 4

Βήμα 5, χρησιμοποιήστε το συσκευαστικό συστήμα για να κλείσετε την ενδύτριχη ταινία κατάστασης κενού.
Βήμα 6, επεξεργασία διαδικασίας κατάστασης κενού έξω από τον αυτοκλάβ.
Βήμα 7, πιέστε την παραγωγή γυαλιού στον αυτοκλάβ, για να φτάσει στην απαιτούμενη θερμοκρασία και πίεση.
Copyright © 2025 China MAC GLASTECH AND AUTOMATION CO.,LIMITED. All rights reserved — Πολιτική Απορρήτου
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ
