
Ammusvarma lasi, myös tunnettu pallomielena, on tyyppi Lamiinitutkinnan tuotanto , yhdistelmämateriaalista korkealla turvallisuustasolla.
Perustiedot
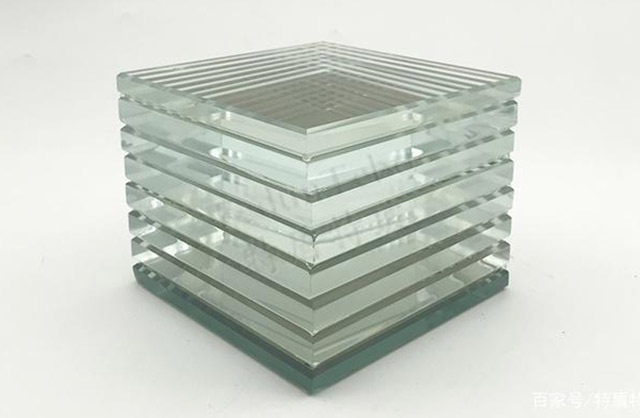
Rakenteeseen: Se valmistetaan yleensä liimittämällä kuormituksen kestäävä lasikerros, muovimateriaalin välikerros ja suojakerros lasia korkeassa lämpötilassa ja paineessa.
Paksuus: Se vaihtelee yleensä 7 mm:stä 75 mm:een, ja joitakin erityisiä voi olla jopa 136 mm:n paksuja.
Seuraavat ovat joitakin standardie ammusvaralle lasille
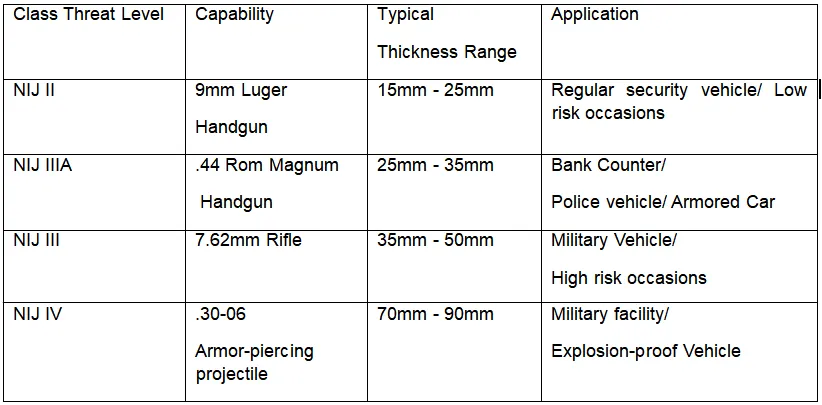
Yhdysvallat NIJ Standardi
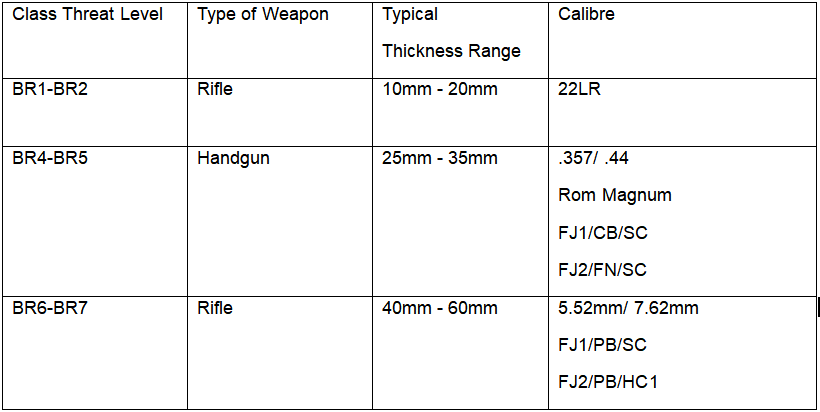
EU EN -STANDARDEJA
Prosessointimenetelmiä: essit:
Kuinka luodaankin kulkivarauslasin tuotanto? MAC tarjoaa sinulle seuraavat kaksi Ratkaisut .
1、Käytä painopistettä käsittelemään suoraan, tähän menetelmään vaaditaan korkea rakenteellinen joustavuus ja joustavuus painopisteen osalta.
MAC tarjoaa painopiste voi käsitellä ≦ 100mm paksun kulkivarauslasin tuotantoa (erityisesti suunniteltuja reseptejä varten). MACilla on rikas kokemus kulkivarauslasin käsittelyssä, tarjoaa ratkaisuja monille asiakkaille ympäri maailmaa.
Katso alla olevat kuvat viitteeksi.

RE1

RE2
2. Toinen menetelmä on käyttää tyhjännyssysteemiä. Tämän toiminnon käyttämiseksi autoclavelle täytyy olla asennettuna tyhjännysjärjestelmä. pumppu yhdistinliitin flunssi on ulkopuolella, ja tyhjännysputken yhdistin sisällä.
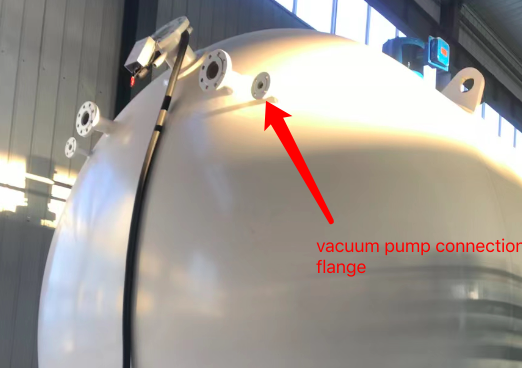
Ulkona
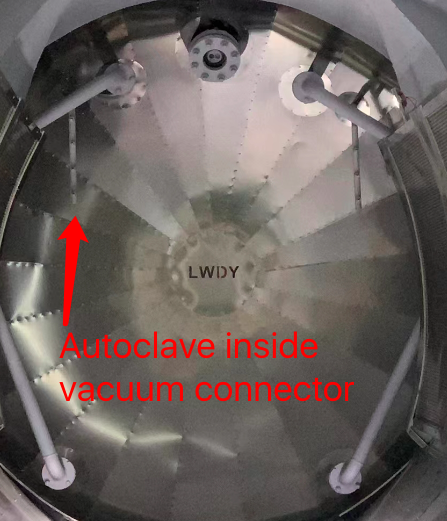
Inside1
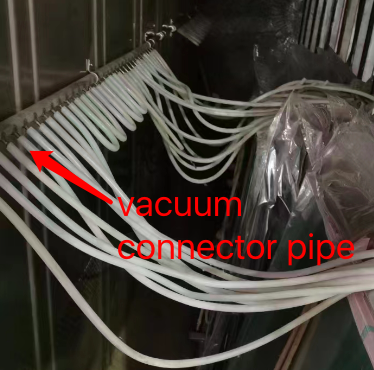
Inside2
Nyt voimme aloittaa tyhjännysprosessin.
Joitakin lisälaitteita täytyy valmistella seuraavasti:
Paperin Lisämateriaalit:

Valmistele kaksi pöytää, yksi pöytä on laminoidun lasin manuaalisen monttaamisen käyttöön.
Toinen pöytä (pöytä pitäisi olla pehmeämpi lasin suojeluun) on käytettäväksi pakkaamaan lasia tyhjännyskaluston sisään.
Pakkausoperaation vaiheet ovat seuraavat:
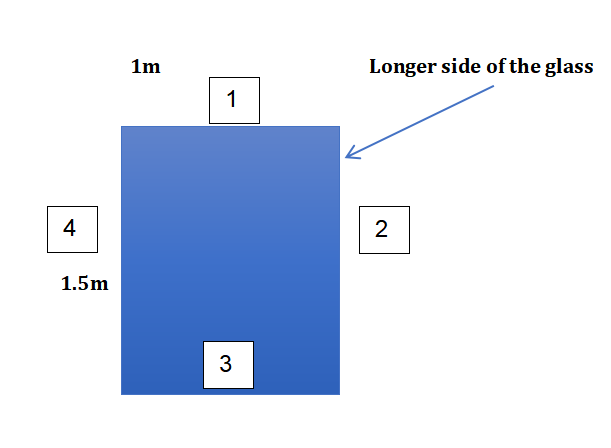
Vaihe 1, leikkaa yksi palanopeutepuolesta tai vakuumipuolesta, varmista, että leveyden on oltava noin kolme kertaa laminoidun lasin paksuus, ja pituuden on oltava lasin pituus (sivu 2 tai sivu 4), lasin pidempi sivu (jos kaikkien sivujen pituudet ovat samat, on parempi valita temperointikoneen rullan suuntainen suunta paremmalle ilviryhmälle). Käytä flashtaitaa kiinnittääksesi porauspuolen tai vakuumipuolen lasin sivulle (sivu 2 tai sivu 4), voit pakata toisen puolen lasia samalla työkalulla. Tämä operaatio vaatii yleensä vain sivujen 2 ja 4 (lasin pidemmät sivut) kiinnityksen, mutta se voi myös kiinnittää kaikki lasin sivut laadun kannalta.

Vaihe 1
Vaihe 2, leikkaa yksi Porous-juoksu, varmista, että sen koko on sama, toista vaihetta 1.
Vaihe 2
Vaihe 3, leikkaa yksi pieni Porous-juoksu, ja käytä flashtaitaa kiinnittääksesi sen lasille.
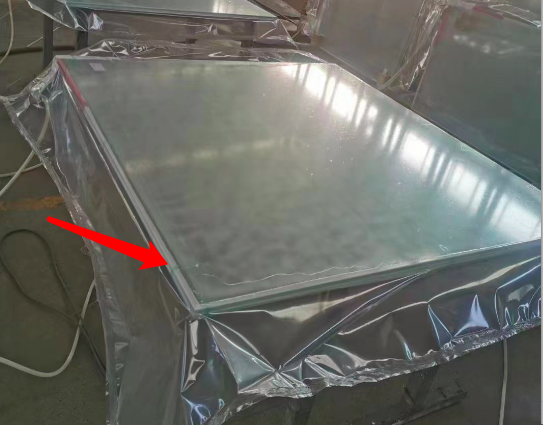
Vaihe 4, aseta laminoidtu lasi kaasuputojen sisään, varmista että kaasuputojen koko on 10cm suurempi kuin lasin koko kaikilta puolin. Tee sitten yksi aukko kaasuputojen mukaan vaiheen 3 poroisten raitojen sijaintiin kiinnittääksesi kaasuyhteyden. Kaasuyhteyden määrä voidaan säätää riippuen lasin kokoa.

Vaihe 4

Vaihe 5, käytä sulkevaa laitetta sulkeaksesi kaasuputoja.
Vaihe 6, käynnistä kaasuprosessi Autoclaven ulkopuolella.
Vaihe 7, vie lasituotanto Autoclaveiin saavuttaaksesi vaadittavan lämpötilan ja paineen.
Copyright © 2025 China MAC GLASTECH AND AUTOMATION CO.,LIMITED. All rights reserved — Yksityisyyskäytännöt
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ
