
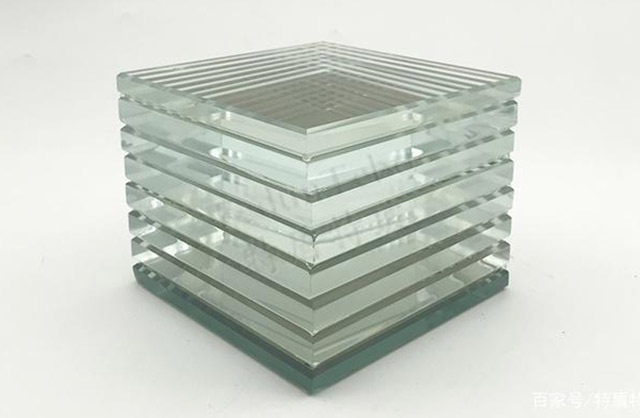
बुलेट-प्रूफ ग्लास, जिसे बॉलिस्टिक ग्लास भी कहा जाता है, एक तरह का लेमिनेटेड ग्लास उत्पादन , उच्च सुरक्षा वाले संयुक्त पदार्थ।
मूलभूत जानकारी
संरचना: इसे आमतौर पर उच्च तापमान और दबाव में एक बोझ बहने वाली कांच परत, प्लास्टिक सामग्री की परिवर्तन परत और एक सुरक्षा कांच परत जोड़कर बनाया जाता है।
मोटाई: आमतौर पर यह 7mm से 75mm के बीच होती है, और कुछ विशेष उदाहरणों में यह 136mm तक हो सकती है।
निम्नलिखित कुछ मानक हैं बुलेट-प्रूफ ग्लास के लिए
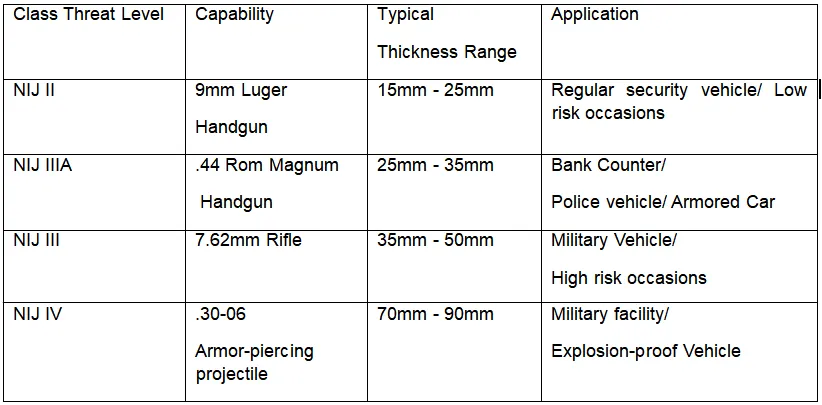
हमें NIJ मानक
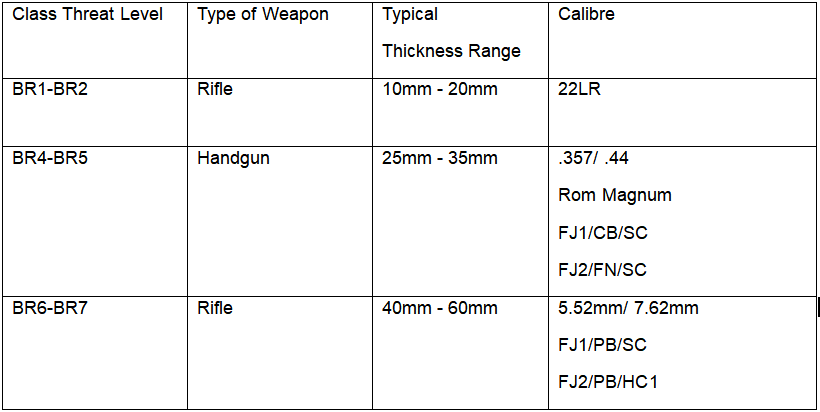
यू.ई. ईन स्टैंडर्ड
प्रोस इंग: विधियाँ:
गोली से बचने के लिए कांच उत्पादन कैसे करें? मैक आपको प्रस्ताव देता है निम्नलिखित दो समाधान .
1、दबाव यंत्र का प्रयोग करके सीधे कार्य करें, इस विधि में दबाव यंत्र की ऊँची संरचनात्मक कठोरता और लचीलापन की आवश्यकता होती है।
MAC आपको प्रस्ताव देता है दबाव यंत्र का प्रयोग कर सकता है ≦ 100mm मोटाई गोली से बचने के लिए कांच उत्पादन (विशेष रूप से डिज़ाइन किए गए रेसिपी के साथ)। MAC के पास है गोली से बचने वाले कांच के प्रसंस्करण से सम्बंधित अनुभव, दुनिया भर के कई ग्राहकों को समाधान प्रदान करता है।
कृपया नीचे दिए गए चित्रों को संदर्भ के रूप में देखें।

RE1

RE2
2, एक और विधि वैक्युम सिस्टम का उपयोग करना है। इस सुविधा का उपयोग करने के लिए, ऑटोक्लेव को वैक्युम की तैयारी करनी पड़ेगी। पंप बाहर कनेक्टर्स फ़्लेंग और अंदर वैक्युम पाइप कनेक्टर।
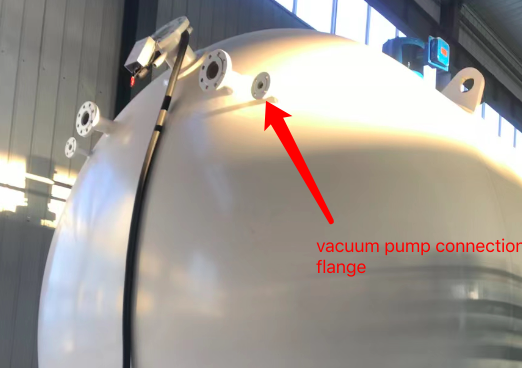
बाहर
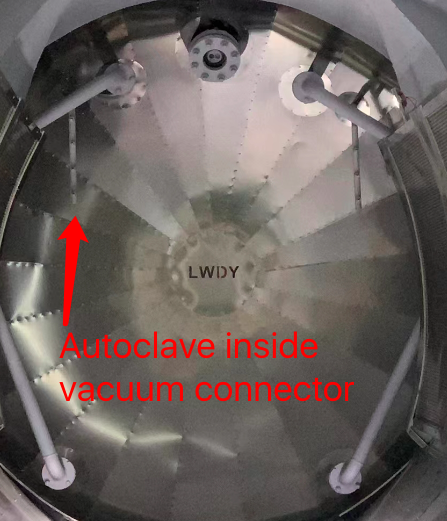
अंदर1
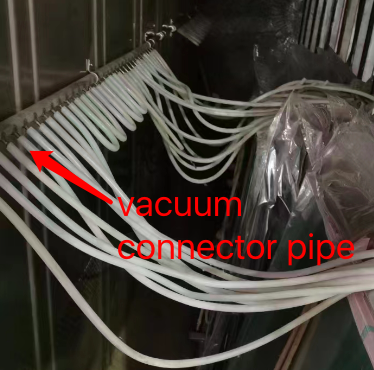
अंदर2
अब हम वैक्युम प्रोसेसिंग प्रक्रिया को शुरू कर सकते हैं।
कुछ अपूरक तैयार किए जाने चाहिए जैसे:
द अतिरिक्त खंड सूची:

दो मेजें तैयार करें, एक मेज लैमिनेटेड ग्लास को हाथ से बनाने के लिए है।
दूसरी मेज (मेज कोमल होना बेहतर है ताकि ग्लास को सुरक्षित रखा जा सके) वैक्युम फिल्म के अंदर ग्लास पैक करने के लिए है।
पैकिंग ऑपरेशन के चरण निम्नलिखित हैं:
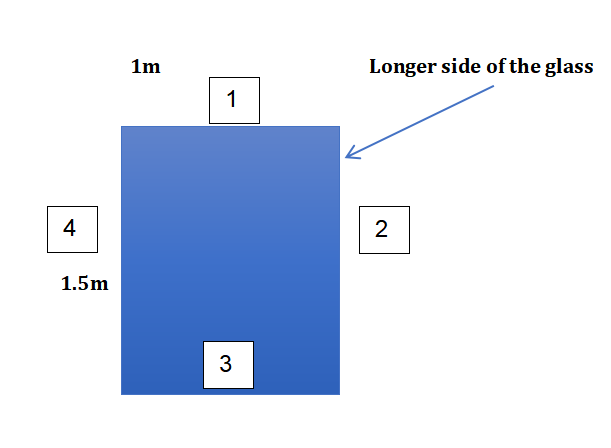
चरण 1, एक टुकड़ा पंचड होइल या वैक्यम फिल्म काटें, चौड़ाई लैमिनेटेड ग्लास की मोटाई के तीन गुने के आसपास होनी चाहिए, लंबाई ग्लास की लंबाई (पक्ष 2 या पक्ष 4) होनी चाहिए, ग्लास की लंबी भुजा (यदि सभी भुजाओं की लंबाई समान है, तो बेहतर है कि टेम्परिंग मशीन रोलर के ऊर्ध्वाधर दिशा का चयन करें, बेहतर हवा प्रवाह आउटलेट के लिए)। फ्लैश टेप का उपयोग करके पंचड होइल या वैक्यम फिल्म को ग्लास के पक्ष (पक्ष 2 या पक्ष 4) पर ठीक करें, आप ग्लास के दूसरे पक्ष को समान कार्य प्रवाह का उपयोग करके पैक कर सकते हैं। सामान्यतः यह कार्य केवल पक्ष 2 और पक्ष 4 (ग्लास की लंबी भुजा) को ठीक करने की आवश्यकता होती है, लेकिन गुणवत्ता की चिंता के लिए ग्लास के सभी पक्षों को ठीक किया जा सकता है।

चरण 1
चरण 2, एक टुकड़ा पोरस स्ट्रिप काटें, आकार समान होना चाहिए, चरण 1 को दोहराएं।
चरण 2
चरण 3, एक छोटा सा टुकड़ा पोरस स्ट्रिप काटें, और फ्लैश टेप का उपयोग करके इसे ग्लास पर ठीक करें।
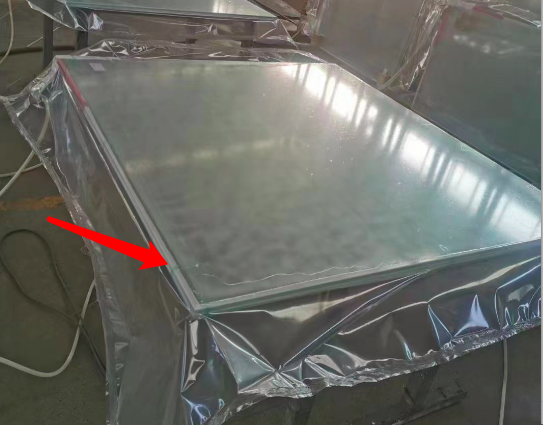
चरण 4, लैमिनेट किए गए कांच को वैक्युम फिल्म के अंदर रखें, सुनिश्चित करें कि वैक्युम फिल्म का आकार सभी ओर कांच के आकार से 10 सेमी बड़ा हो। और फिर चरण 3 में दिए गए पोरस स्ट्रिप की स्थिति के अनुसार वैक्युम फिल्म पर एक छेद बनाएं ताकि वैक्युम कनेक्टर को फिक्स किया जा सके। वैक्युम कनेक्टर की मात्रा को कांच के आकार के अनुसार समायोजित किया जा सकता है।

चरण 4

चरण 5, सीलिंग उपकरण का उपयोग करके वैक्युम फिल्म को सील करें।
चरण 6,ऑटोक्लेव के बाहर वैक्युम प्रक्रिया को पूरा करें।
चरण 7, कांच उत्पादन को ऑटोक्लेव में डालें और आवश्यक तापमान और दबाव प्राप्त करें।
Copyright © 2025 China MAC GLASTECH AND AUTOMATION CO.,LIMITED. All rights reserved — गोपनीयता नीति
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ
