
กระจกกันกระสุน หรือที่รู้จักกันในชื่อกระจกป้องกันแรงกระแทก เป็นประเภทของ การผลิตกระจกผสม , วัสดุคอมโพสิตที่มีสมรรถนะความปลอดภัยสูง
ข้อมูลพื้นฐาน
องค์ประกอบ: โดยปกติแล้วจะทำขึ้นโดยการเชื่อมผนึกชั้นกระจกที่รองรับน้ำหนัก ชั้นเปลี่ยนผ่านของวัสดุพลาสติก และชั้นกระจกป้องกันภายใต้อุณหภูมิและความดันสูง
ความหนา: โดยทั่วไปอยู่ระหว่าง 7 มม. ถึง 75 มม. และบางชนิดพิเศษสามารถหนาได้ถึง 136 มม.
ต่อไปนี้เป็นมาตรฐานบางส่วนสำหรับกระจกกันกระสุน
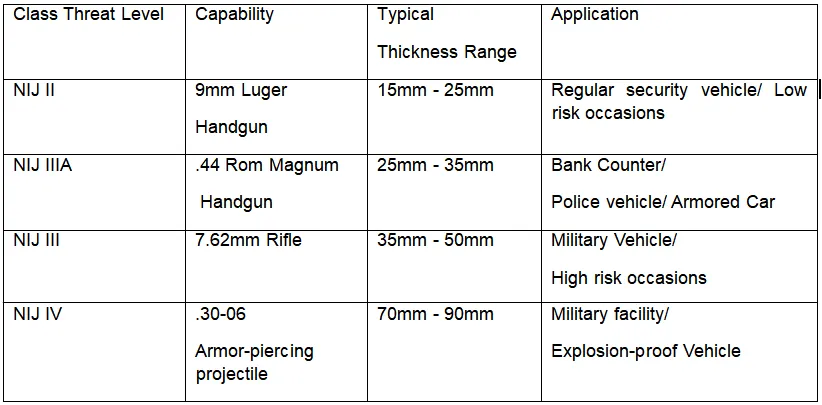
สหรัฐอเมริกา NIJ มาตรฐาน
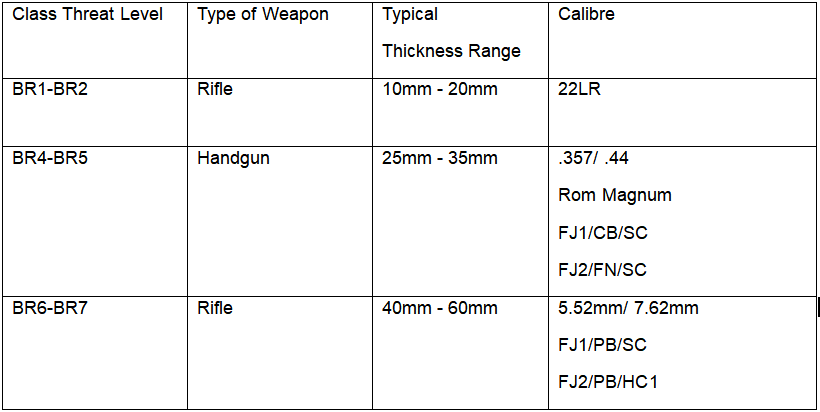
มาตรฐาน EU EN
วิธีการ ประมวลผล:
วิธีการผลิตกระจกป้องกันกระสุนทำอย่างไร? แมค เสนอให้คุณ ดังต่อไปนี้สองวิธี โซลูชัน .
1、ใช้เครื่องกดจัดการโดยตรง วิธีนี้ต้องการความเหนียวและยืดหยุ่นของโครงสร้างเครื่องกดในระดับสูง
MAC เสนอ เครื่องกดสามารถจัดการได้ ≦ การผลิตกระจกป้องกันกระสุนหนา 100 มม. (พร้อมสูตรที่ออกแบบพิเศษ) MAC มี ประสบการณ์มากมายในการประมวลผลกระจกป้องกันกระสุน มอบโซลูชั่นให้กับลูกค้าจำนวนมากทั่วโลก
กรุณาดูรูปภาพด้านล่างเป็นตัวอย่างอ้างอิง

RE1

RE2
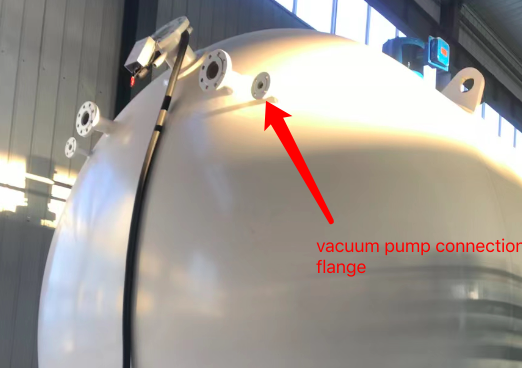
2. วิธีอีกวิธีหนึ่งคือการใช้ระบบสุญญากาศ เพื่อใช้งานฟังก์ชันนี้ ออโตคลेฟจำเป็นต้องติดตั้งระบบสุญญากาศ ปั๊ม ตัวเชื่อมต่อเฟรมภายนอก และท่อสุญญากาศภายใน
ภายนอก
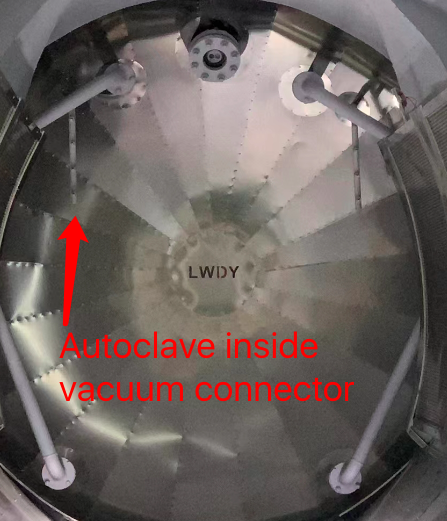
Inside1
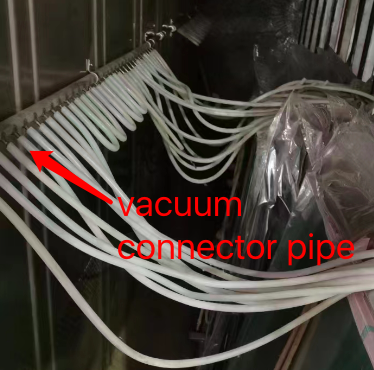
Inside2
ตอนนี้เราสามารถเริ่มกระบวนการสุญญากาศได้แล้ว
อุปกรณ์เสริมบางอย่างจำเป็นต้องเตรียมดังนี้:
ตัว รายการของอุปกรณ์เสริม:

เตรียมโต๊ะสองตัว โต๊ะหนึ่งสำหรับประกอบกระจกแบบซ้อนชั้นด้วยมือ
อีกโต๊ะหนึ่ง (โต๊ะควรจะนุ่มเพื่อปกป้องกระจก) สำหรับห่อกระจกด้วยฟิล์มสุญญากาศ
ขั้นตอนการแพ็คสินค้ามีดังนี้:
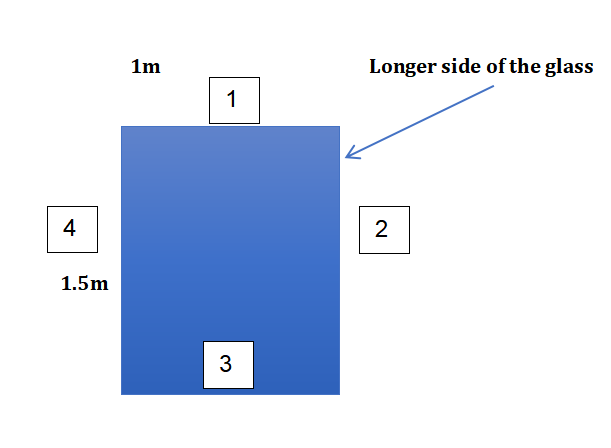
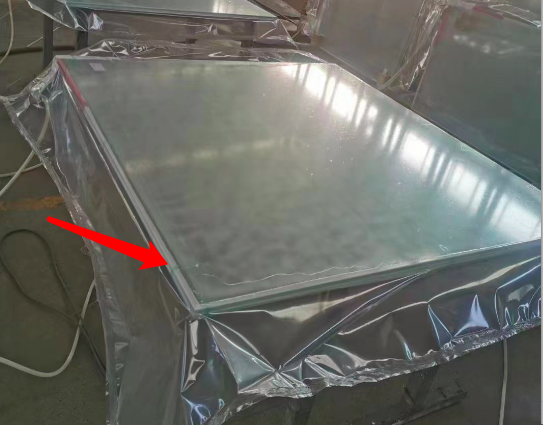
ขั้นตอนที่ 1, ตัดแผ่นฟิล์มปล่อยรูพรุนหรือฟิล์มสุญญากาศหนึ่งชิ้น โดยให้ความกว้างประมาณสามเท่าของความหนาของกระจกเคลือบ และความยาวเท่ากับความยาวของกระจก (ด้าน 2 หรือด้าน 4) หากกระจกมีความยาวเท่ากันทุกด้าน ควรเลือกทิศทางตั้งฉากกับลูกกลิ้งของเครื่องอบแก้ว เพื่อให้อากาศระบายได้ดีกว่า ใช้เทปแฟลชติดแผ่นฟิล์มปล่อยรูพรุนหรือฟิล์มสุญญากาศไว้ที่ขอบกระจก (ด้าน 2 หรือด้าน 4) สามารถแพ็คด้านอื่นของกระจกโดยใช้กระบวนการเดียวกันได้ โดยปกติแล้วจะต้องติดเฉพาะด้าน 2 และด้าน 4 (ด้านที่ยาวกว่าของกระจก) แต่อาจติดรอบทุกด้านเพื่อความปลอดภัยและความสมบูรณ์ของงาน

ขั้นตอนที่ 1
ขั้นตอนที่ 2, ตัดแถบรูพรุนหนึ่งชิ้น โดยให้มีขนาดเท่ากัน ทำซ้ำตามขั้นตอนที่ 1
ขั้นตอนที่ 2
ขั้นตอนที่ 3, ตัดแถบรูพรุนขนาดเล็กหนึ่งชิ้น และใช้เทปแฟลชติดลงบนกระจก
ขั้นตอนที่ 4 ใส่กระจกที่เคลือบแล้วลงในฟิล์มสุญญากาศ ตรวจสอบให้แน่ใจว่าขนาดของฟิล์มสุญญากาศใหญ่กว่ากระจกทุกด้านอย่างน้อย 10 ซม. จากนั้นเจาะรูหนึ่งรูบนฟิล์มสุญญากาศตามตำแหน่งแถบพรุนจากขั้นตอนที่ 3 เพื่อติดตั้งตัวเชื่อมต่อสุญญากาศ จำนวนตัวเชื่อมต่อสุญญากาศสามารถปรับได้ตามขนาดของกระจก

ขั้นตอนที่ 4

ขั้นตอนที่ 5 ใช้อุปกรณ์ปิดผนึกเพื่อปิดผนึกฟิล์มสุญญากาศ
ขั้นตอนที่ 6 ดำเนินการกระบวนการสุญญากาศภายนอกเครื่องอบแรงดันสูง (Autoclave)
ขั้นตอนที่ 7 ผลักชิ้นงานกระจกเข้าไปในเครื่องอบแรงดันสูง (Autoclave) เพื่อให้ถึงอุณหภูมิและแรงดันที่กำหนด
Copyright © 2025 China MAC GLASTECH AND AUTOMATION CO.,LIMITED. All rights reserved — นโยบายความเป็นส่วนตัว
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ
