
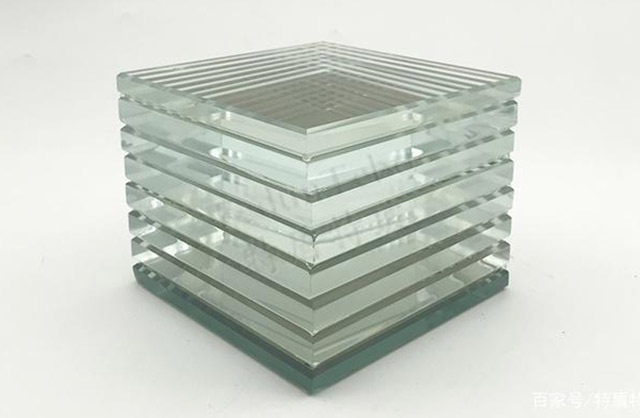
Kính chống đạn, còn được gọi là kính chống đạn, là một loại Sản xuất thủy tinh mạ , vật liệu composite có hiệu suất bảo mật cao.
Thông tin cơ bản
Thành phần: Thông thường nó được làm bằng cách gắn lớp kính chịu lực, lớp chuyển tiếp bằng vật liệu nhựa và lớp kính bảo vệ dưới nhiệt độ và áp suất cao.
Độ dày: Thông thường, nó dao động từ 7mm đến 75mm, và một số loại đặc biệt có thể đạt tới 136mm.
Dưới đây là một số tiêu chuẩn cho kính chống đạn
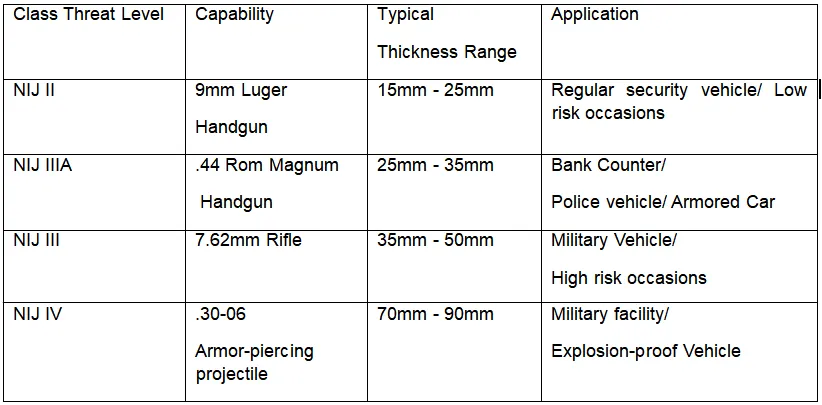
Mỹ NIJ Tiêu chuẩn
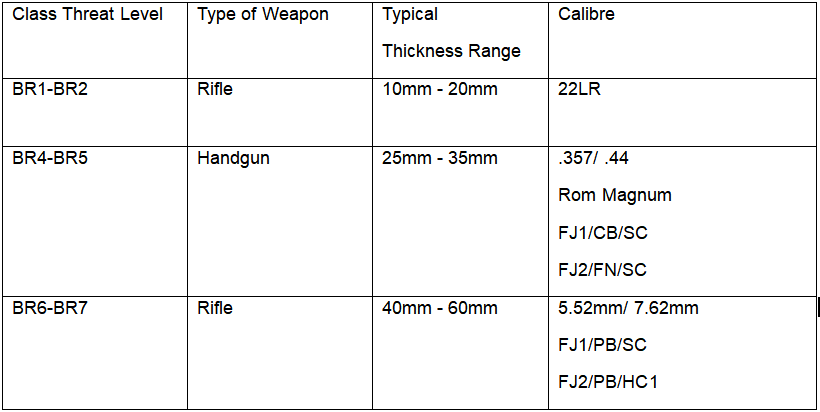
TIÊU CHUẨN EU EN
Phương pháp xử lý:
Cách sản xuất kính chống đạn là gì? MAC cung cấp cho bạn hai phương pháp sau đây Giải pháp .
1、Sử dụng máy ép để xử lý trực tiếp, phương pháp này yêu cầu độ dai và tính linh hoạt cao của máy ép.
MAC cung cấp máy ép có thể xử lý ≦ sản xuất kính chống đạn dày 100mm (với công thức đặc biệt được thiết kế). MAC có nhiều kinh nghiệm trong việc xử lý kính chống đạn, cung cấp giải pháp cho nhiều khách hàng trên toàn thế giới.
Vui lòng xem các hình ảnh dưới đây để tham khảo.

RE1

RE2
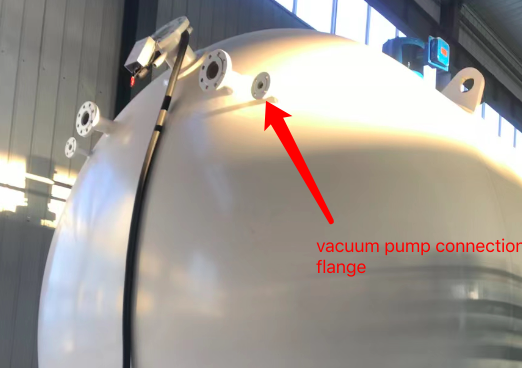
2, Phương pháp khác là sử dụng hệ thống chân không. Để sử dụng chức năng này, lò hấp cần được trang bị chân không bơm cổng kết nối bulông bên ngoài và đầu nối ống chân không bên trong.
Bên ngoài
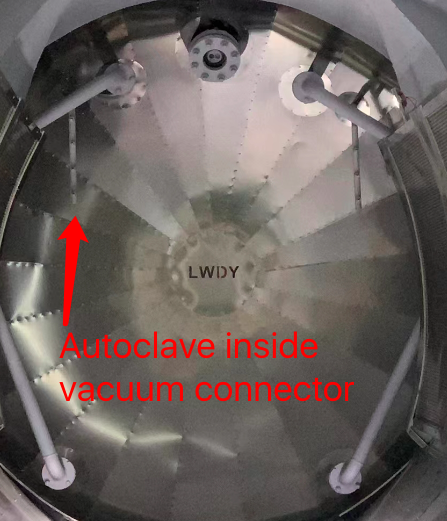
Inside1
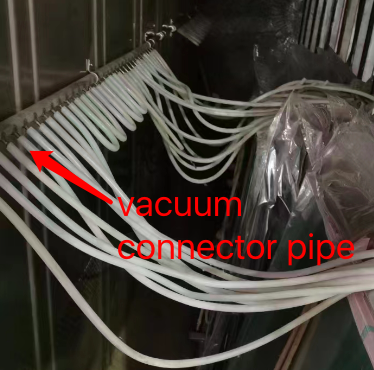
Inside2
Bây giờ chúng ta có thể bắt đầu quy trình xử lý chân không.
Một số phụ kiện cần chuẩn bị như sau:
Chiếc Danh sách phụ kiện:

Chuẩn bị hai bàn, một bàn dùng để lắp ráp kính dán thủ công.
Bàn còn lại (bàn nên mềm để bảo vệ kính) dùng để đóng gói kính bên trong túi phim chân không.
Các bước hoạt động đóng gói như sau:
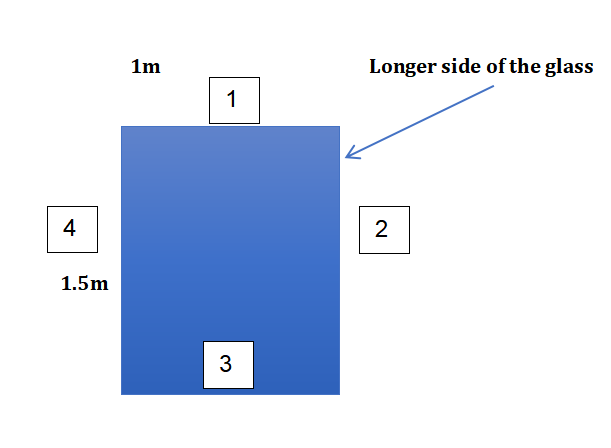
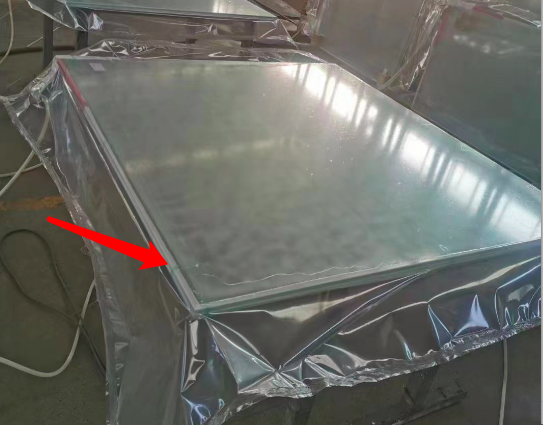
Bước 1, cắt một miếng phim thấm lỗ hoặc phim hút chân không, đảm bảo chiều rộng khoảng gấp ba lần độ dày của kính dán nhiệt, chiều dài là chiều dài của kính (bên 2 hoặc bên 4), chọn cạnh dài hơn của kính (nếu tất cả các cạnh có cùng độ dài, tốt nhất nên chọn hướng thẳng đứng của cuộn máy cường lực để có luồng khí thoát tốt hơn). Sử dụng băng keo nhanh để cố định phim thấm lỗ hoặc phim hút chân không vào cạnh kính (bên 2 hoặc bên 4), bạn có thể đóng gói mặt kính bên kia theo quy trình tương tự. Thông thường, thao tác này chỉ cần cố định ở hai bên 2 và bên 4 (cạnh dài hơn của kính), nhưng cũng có thể cố định tất cả các cạnh của kính nếu quan tâm đến chất lượng.

Bước 1
Bước 2, cắt một miếng dải thấm, đảm bảo kích thước giống nhau, lặp lại bước 1.
Bước 2
Bước 3, cắt một miếng nhỏ dải thấm và sử dụng băng keo nhanh để cố định nó trên kính.
Bước 4, đặt kính đã dán vào bên trong phim chân không, đảm bảo kích thước phim chân không lớn hơn kích thước kính 10cm ở tất cả các cạnh. Sau đó, tạo một lỗ trên phim chân không theo vị trí dải xốp có lỗ ở bước 3 để cố định đầu nối chân không. Số lượng đầu nối chân không có thể điều chỉnh tùy theo kích thước kính.

Bước 4

Bước 5, sử dụng thiết bị niêm phong để niêm phong phim chân không.
Bước 6, thực hiện quy trình hút chân không bên ngoài buồng Autoclave.
Bước 7, đẩy sản phẩm kính vào buồng Autoclave để đạt được nhiệt độ và áp suất cần thiết.
Copyright © 2025 China MAC GLASTECH AND AUTOMATION CO.,LIMITED. All rights reserved — Chính sách bảo mật
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 LV
LV
 LT
LT
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 SW
SW
 GA
GA
 AZ
AZ
